Ce se află la șantierul de producție a carcasei tunelului care deservește robotul TBM al liniei de metrou Nhon - Gara Hanoi?
Báo Tin Tức•15/08/2024
Căptușeala tunelului liniei de metrou Nhon-Hanoi este fabricată la fabrica AMACCAO Ha Nam . Numărul total de inele de căptușeală a tunelului din cadrul proiectului este de 3.488 de inele, inclusiv 120 de inele ranforsate pentru sarcini grele, 30 de inele monitorizate și 3.338 de inele ranforsate standard.
Consiliul de Administrare a Căilor Ferate Urbane din Hanoi (MRB) a anunțat că linia 3 a proiectului de cale ferată urbană (metrou), secțiunea Nhon-Gara Hanoi, are peste 4 km în subteran. Începând cu 30 iulie, robotul de forare a tunelurilor TBM nr. 1 a pornit de la stația S9 Kim Ma și se află în profunzime, spre stația S12 Tran Hung Dao. Caracteristica specială a acestui TBM este că, oriunde se efectuează forajul, căptușeala tunelului va fi instalată chiar acolo. Videoclip de aproape al procesului de producție a căptușelii tunelului pentru robotul TBM:
Dl. Nguyen Van An, director general adjunct al fabricii AMACCAO Ha Nam, a declarat că ruta subterană de 4 km a metroului Nhon va utiliza până la 3.488 de inele de căptușeală a tunelului. Căptușeala tunelului (segmente de căptușeală a tunelului) este fabricată în provincia Ha Nam și transportată cu vehicule specializate până la stația S9 Kim Ma (Hanoi). Potrivit dlui Nguyen Van An, durata de viață a căptușelii tunelului trebuie să fie de 100 de ani, astfel încât materialele de intrare, controlul, fabricația și finisajele estetice trebuie să îndeplinească standarde foarte înalte. Pentru a respecta programul proiectului, fabrica operează în prezent 2 linii de producție 24/7. Se preconizează că până la sfârșitul primului trimestru al anului 2025, fabrica va finaliza această etapă de producție a căptușelii tunelului. 3.488 de inele de căptușeală a tunelului liniei de metrou Nhon au fost produse la fabrica AMACCAO din provincia Ha Nam. Procesul de producție a căptușelii tunelului include 10 etape: proiectare și planificare, pregătirea materialelor și controlul calității materialelor, inspecția și acceptarea cofrajului, instalarea armăturii metalice, turnarea betonului, întărirea betonului, demularea și controlul calității, finisarea și tratarea suprafeței, vopsirea căptușelii tunelului cu vopsea impermeabilă și instalarea accesoriilor pentru căptușeala tunelului.
Acest contract de fabricație a căptușelii de tunel are o valoare totală de peste 276 de miliarde VND, MRB fiind investitorul, joint venture-ul Hyundai - Ghella fiind antreprenorul general; și Systra SA (Franța) ca unitate de consultanță.
Materiile prime pentru producția de căptușeală a tunelurilor includ: ciment, oțel, agregate (piatră, nisip), apă, aditivi și alte accesorii.
Calitatea betonului necesită standarde stricte, procesul de cântărire a agregatelor având erori foarte mici (0,5% până la 2%, în funcție de material).
Betonul este amestecat folosind o stație automată de dozare, conform proporțiilor de amestec programate de computer, apoi turnat în forme armate, folosind tehnici de vibrare pentru a îndepărta bulele de aer și a asigura o distribuție uniformă a betonului.
Betonul este apoi întărit conform procedurilor tehnice, menținându-l umed și controlând temperatura pentru a asigura rezistența și calitatea.
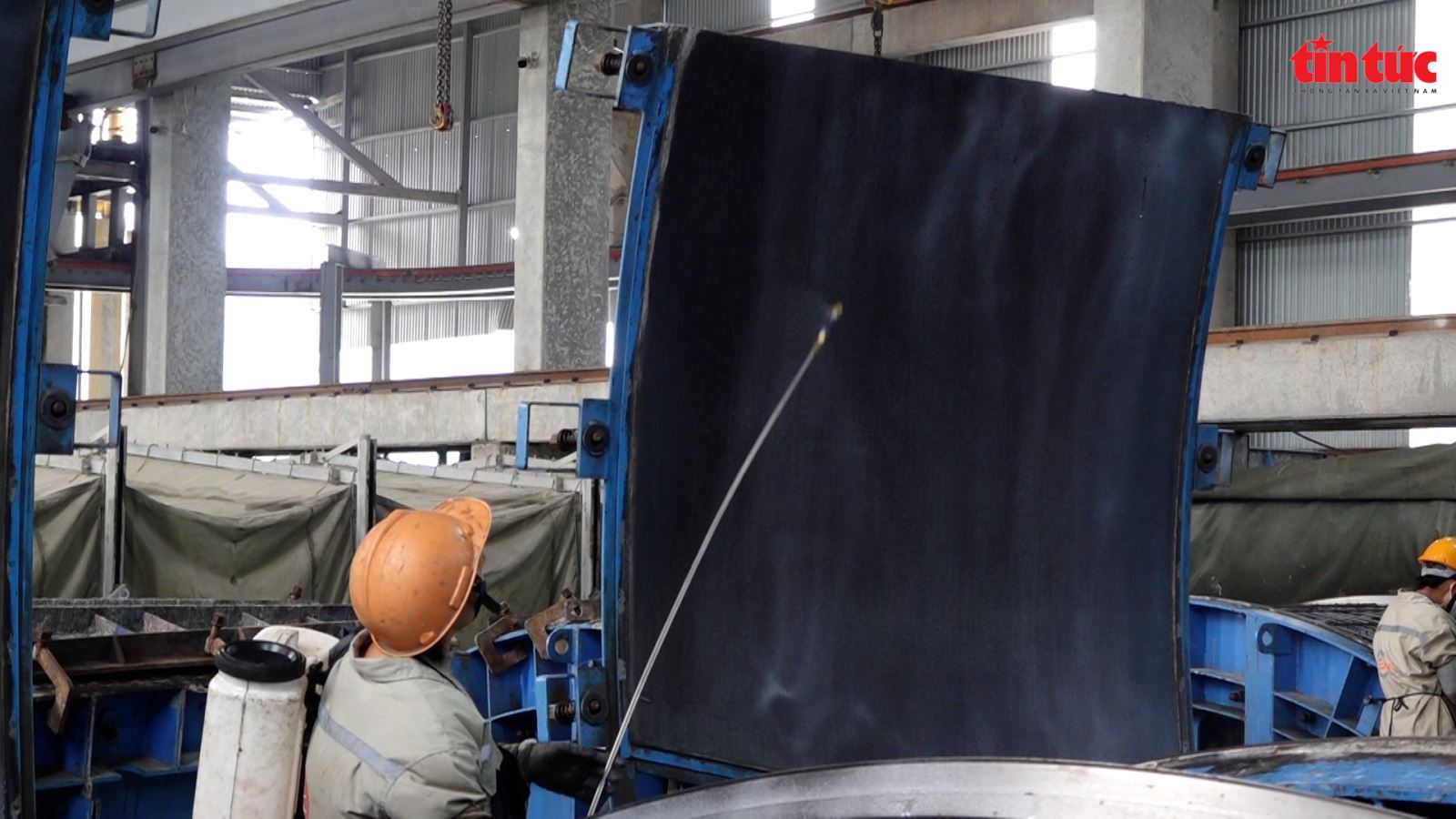
Odată ce betonul a atins rezistența necesară, echipa de muncitori va îndepărta cofrajul și va verifica calitatea și parametrii tehnici, cum ar fi dimensiunea, planeitatea și rezistența la compresiune.
Suprafața de beton este tratată pentru a asigura netezimea și estetica, iar învelișul tunelului este acoperit cu 2 straturi de vopsea impermeabilă, fiecare strat având o grosime ≥ 100µm. Timpul de întărire poate dura de la câteva ore la câteva zile, în funcție de condițiile specifice, în medie aproximativ 8 ore.
Pasul final este instalarea accesoriilor pentru căptușeala tunelului, inclusiv: garnituri impermeabile, bare de ghidare și panouri din lemn masiv.
Segmentele de înveliș ale tunelului sunt inspectate și acceptate.
Numărul total de inele de căptușeală a tunelului din cadrul proiectului este de 3.488 de inele, inclusiv 120 de inele de armare grea, 30 de inele monitorizate și 3.338 de inele de armare standard. Greutatea maximă a plăcii de căptușeală a tunelului este de 4 tone.
Procesul de transport al carcasei tunelului pe o distanță de 71 km (de la Ha Nam la Stația S9 Kim Ma - Hanoi) include 5 etape.
Dacă se detectează orice daună, se vor lua imediat măsuri de reparare și întreținere pentru a asigura calitatea căptușelii tunelului înainte de instalare.
TBM-ul a ajuns acum la o adâncime de peste 50 de metri în subteran; pe măsură ce forează, se instalează căptușelile tunelului.




















![[Foto] Prim-ministrul Pham Minh Chinh prezidează a doua reuniune a Comitetului director pentru dezvoltarea economică privată.](https://vphoto.vietnam.vn/thumb/1200x675/vietnam/resource/IMAGE/2025/11/01/1762006716873_dsc-9145-jpg.webp)




































































































Comentariu (0)