מה נמצא באתר ייצור מעטפת המנהרה המשרת את רובוט ה-TBM של קו המטרו נהון - תחנת הרכבת האנוי?
Báo Tin Tức•15/08/2024
ריפוד המנהרה של קו המטרו של תחנת הרכבת נהון-האנוי מיוצר במפעל AMACCAO Ha Nam . המספר הכולל של טבעות ריפוד המנהרה בפרויקט הוא 3,488 טבעות, כולל 120 טבעות מחוזקות לעמידות גבוהה, 30 טבעות מנוטרות ו-3,338 טבעות מחוזקות סטנדרטיות.
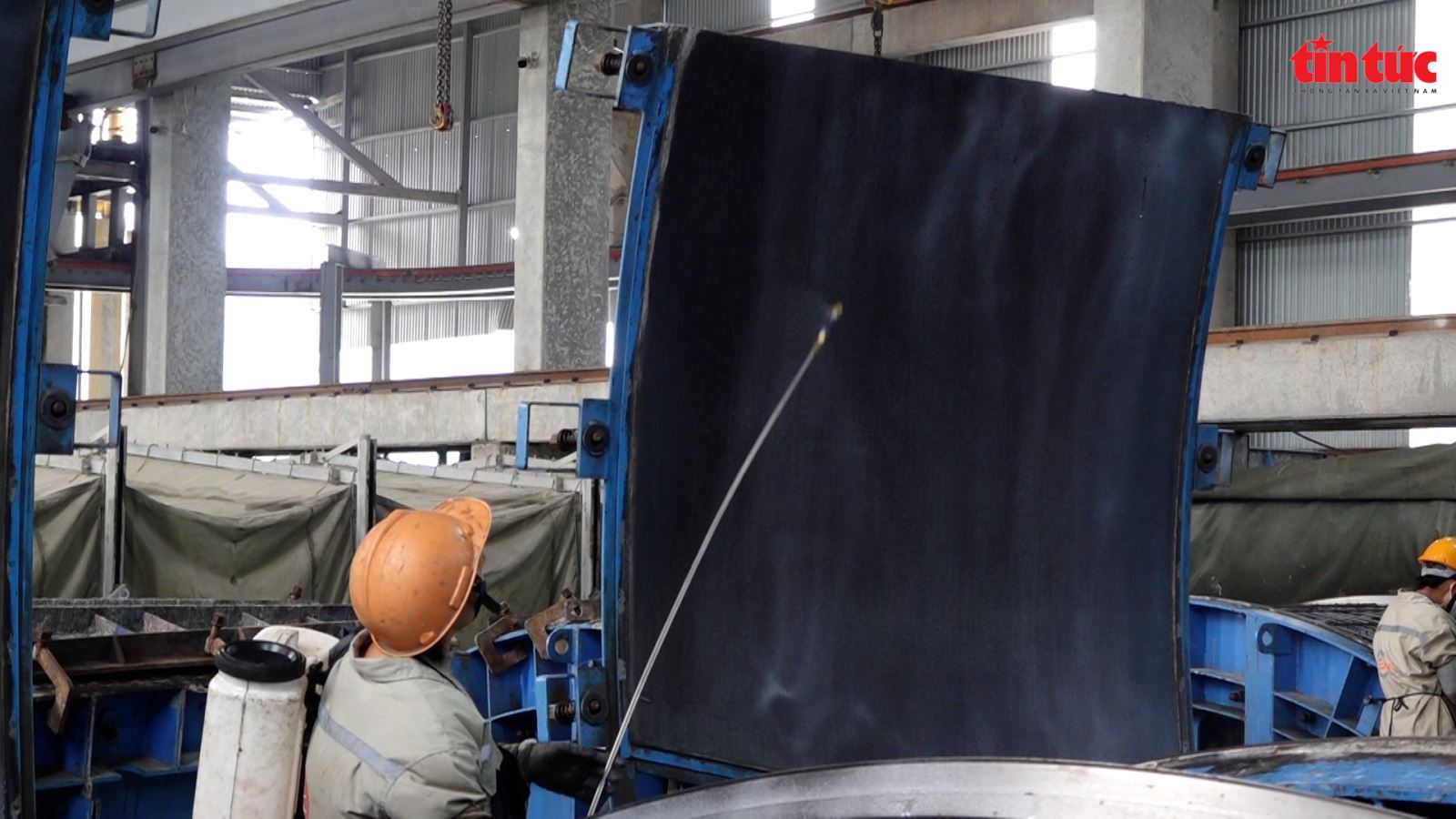
מועצת ניהול הרכבת העירונית של האנוי (MRB) מסרה כי קו 3 של פרויקט הרכבת העירונית (מטרו), קטע תחנת הרכבת נהון-האנוי, נמצא מתחת לאדמה של יותר מ-4 ק"מ. מאז ה-30 ביולי, רובוט קידוח המנהרות מספר 1 החל לפעול בתחנת S9 קים מא והוא יורד עמוק מתחת לאדמה, לכיוון תחנת S12 טראן הונג דאו. המאפיין המיוחד של רובוט קידוח המנהרה הזה הוא שבכל מקום שבו מתבצע הקידוח, ציפוי המנהרה יותקן ממש שם. סרטון תקריב של תהליך ייצור ציפוי המנהרה עבור רובוט ה-TBM:
מר נגוין ואן אן, סגן המנהל הכללי של מפעל AMACCAO Ha Nam, אמר כי התוואי התת-קרקעי של מטרו Nhon, שאורכו 4 ק"מ, ישתמש בעד 3,488 טבעות ריפוד למנהרות. ריפוד המנהרות (מקטעי ריפוד המנהרות) מיוצר במחוז Ha Nam ומועבר באמצעות כלי רכב מיוחדים לתחנת S9 Kim Ma (האנוי). לדברי מר נגוין ואן אן, אורך החיים של ריפוד המנהרות חייב להיות 100 שנים, ולכן חומרי הקלט, הבקרה, הייצור והגימור האסתטי חייבים לעמוד בסטנדרטים גבוהים מאוד. כדי לעמוד בלוח הזמנים של הפרויקט, המפעל מפעיל כיום 2 קווי ייצור 24/7. הצפי הוא שעד סוף הרבעון הראשון של 2025, המפעל יסיים את שלב ייצור ריפוד המנהרות. 3,488 טבעות ריפוד למנהרות של קו המטרו נון יוצרו במפעל AMACCAO במחוז הא נאם. תהליך ייצור ציפוי המנהרה כולל 10 שלבים: תכנון ותכנון, הכנת חומרים ובקרת איכות, בדיקת טפסות וקבלתן, התקנת חיזוק פלדה, יציקת בטון, ייבוש בטון, פירוק ובקרת איכות, גימור וטיפול פני השטח, ציפוי ציפוי המנהרה בצבע עמיד למים והתקנת אביזרי ציפוי המנהרה.
חוזה ייצור ציפוי המנהרות הזה הוא בעל שווי כולל של יותר מ-276 מיליארד דונג וייטנאמי, כאשר MRB היא המשקיעה, המיזם המשותף של יונדאי-ג'לה הוא הקבלן הראשי; ו-Systra SA (צרפת) היא יחידת הייעוץ.
חומרי גלם לייצור ריפוד מנהרות כוללים: מלט, פלדה, אגרגטים (אבן, חול), מים, תוספים ואביזרים נוספים.
איכות הבטון דורשת סטנדרטים מחמירים, תהליך שקילת האגרגטים מכיל שגיאות קטנות מאוד (0.5% עד 2% בהתאם לחומר).
בטון מעורבב באמצעות מתקן מינון אוטומטי לפי פרופורציות תערובת מתוכנתות ממוחשבות, לאחר מכן נמזג לתבניות מחוזקות, תוך שימוש בטכניקות רטט להסרת בועות אוויר ולהבטחת פיזור אחיד של הבטון.
לאחר מכן הבטון עובר ייבוש בהתאם לנהלים טכניים על ידי שמירה על לחותו ובקרת הטמפרטורה כדי להבטיח חוזק ואיכות.
לאחר שהבטון הגיע לחוזק הנדרש, צוות העובדים יסיר את התבנית ויבדוק את האיכות והפרמטרים הטכניים כגון גודל, שטוחות וחוזק דחיסה.
משטח הבטון מטופל על מנת להבטיח חלקות ואסתטיקה, מעטפת המנהרה מצופה בשתי שכבות של צבע עמיד למים, כל שכבה בעובי של 100 מיקרומטר ומעלה. זמן הייבוש יכול להימשך בין מספר שעות למספר ימים, בהתאם לתנאים הספציפיים, בממוצע כ-8 שעות.
השלב האחרון הוא התקנת אביזרי ריפוד המנהרה, כולל: אטמים עמידים למים, מוטות הנחיה ולוחות עץ קשה.
מקטעי מעטפת המנהרה נבדקים ומתקבלים.
המספר הכולל של טבעות ריפוד המנהרה בפרויקט הוא 3,488 טבעות, כולל 120 טבעות חיזוק כבדות, 30 טבעות מנוטרות ו-3,338 טבעות חיזוק סטנדרטיות. משקל לוח ריפוד המנהרה הגדול ביותר הוא 4 טון.
תהליך הובלת מעטפת המנהרה על פני מרחק של 71 ק"מ (מהאן נאם לתחנה S9 קים מא - האנוי) כולל 5 שלבים.
אם יתגלה נזק כלשהו, יינקטו מיד צעדי תיקון ותחזוקה כדי להבטיח את איכות ריפוד המנהרה לפני ההתקנה.
כלי הקידוח TBM שקע כעת יותר מ-50 מטרים מתחת לאדמה; תוך כדי קידוח, מותקנים ריפודי המנהרה.
















![[תמונה] הנשיא לואונג קואנג מקבל את פניו של מזכיר המלחמה האמריקאי פיט הגסת'](https://vphoto.vietnam.vn/thumb/1200x675/vietnam/resource/IMAGE/2025/11/02/1762089839868_ndo_br_1-jpg.webp)



![[תמונה] לאם דונג: תמונות של נזק לאחר חשד לפיצוץ אגם בטוי פונג](https://vphoto.vietnam.vn/thumb/1200x675/vietnam/resource/IMAGE/2025/11/02/1762078736805_8e7f5424f473782d2162-5118-jpg.webp)





































































































תגובה (0)