Qu'y a-t-il sur le site de production des parois du tunnel qui alimente le robot TBM de la ligne de métro Nhon - Gare ferroviaire de Hanoï ?
Báo Tin Tức•15/08/2024
Le revêtement du tunnel de la ligne de métro Nhon-Hanoi est fabriqué dans l'usine AMACCAO de Ha Nam . Le projet comprend 3 488 anneaux de revêtement, dont 120 anneaux renforcés haute résistance, 30 anneaux contrôlés et 3 338 anneaux renforcés standard.
Le Conseil de gestion du réseau ferroviaire urbain de Hanoï (MRB) a annoncé que la ligne 3 du métro, tronçon Nhon-Gare de Hanoï, comprend plus de 4 km de tunnel. Depuis le 30 juillet, le tunnelier robotisé n° 1 (TBM n° 1) est en activité à la station S9 Kim Ma et progresse en profondeur vers la station S12 Tran Hung Dao. La particularité de ce tunnelier est qu'il permet la pose directe du revêtement au niveau du forage. Vidéo détaillée du processus de fabrication du revêtement par le tunnelier robotisé :
M. Nguyen Van An, directeur général adjoint de l'usine AMACCAO de Ha Nam, a déclaré que le tronçon souterrain de 4 km du métro Nhon nécessitera jusqu'à 3 488 anneaux de revêtement. Ces anneaux (segments de revêtement) sont fabriqués dans la province de Ha Nam et transportés par des véhicules spécialisés jusqu'à la station S9 Kim Ma (Hanoï). Selon M. Nguyen Van An, la durée de vie requise pour ce revêtement est de 100 ans ; par conséquent, les matières premières, les contrôles, la fabrication et les finitions doivent répondre à des normes très strictes. Afin de respecter le calendrier du projet, l'usine fait actuellement tourner deux lignes de production 24 h/24 et 7 j/7. La production de cette phase devrait être achevée d'ici la fin du premier trimestre 2025. 3 488 anneaux de revêtement de tunnel de la ligne de métro Nhon ont été produits à l'usine AMACCAO de la province de Ha Nam. Le processus de production du revêtement de tunnel comprend 10 étapes : conception et planification, préparation et contrôle de la qualité des matériaux, inspection et acceptation du coffrage, installation des armatures en acier, coulage du béton, durcissement du béton, démoulage et contrôle de la qualité, finition et traitement de surface, revêtement du revêtement de tunnel avec une peinture imperméable et installation des accessoires de revêtement de tunnel.
Ce contrat de fabrication de revêtement de tunnel a une valeur totale de plus de 276 milliards de VND, avec MRB comme investisseur, la coentreprise Hyundai - Ghella comme entrepreneur général ; et Systra SA (France) comme unité de conseil.
Les matières premières pour la production de revêtements de tunnel comprennent : le ciment, l'acier, les granulats (pierre, sable), l'eau, les additifs et autres accessoires.
La qualité du béton exige des normes strictes, le processus de pesage des granulats comporte de très petites erreurs (de 0,5 % à 2 % selon le matériau).
Le béton est mélangé à l'aide d'une centrale à béton automatique selon des proportions de mélange programmées par ordinateur, puis coulé dans des moules renforcés, en utilisant des techniques de vibration pour éliminer les bulles d'air et assurer une répartition uniforme du béton.
Le béton est ensuite mis en cure selon des procédures techniques, en le maintenant humide et en contrôlant la température afin de garantir sa résistance et sa qualité.
Une fois que le béton aura atteint la résistance requise, l'équipe d'ouvriers retirera le moule et vérifiera la qualité et les paramètres techniques tels que la taille, la planéité et la résistance à la compression.
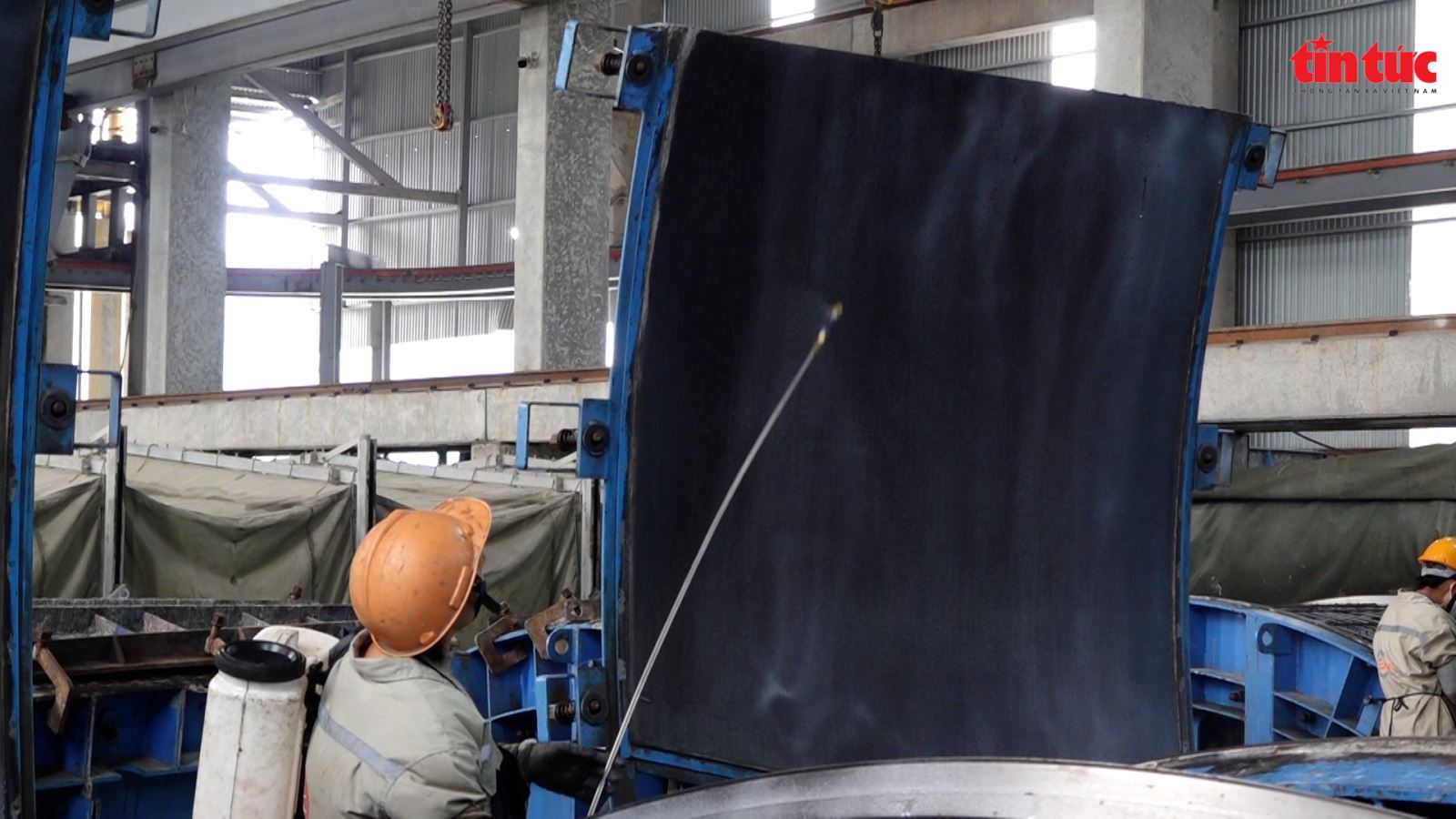
La surface du béton est traitée pour garantir sa régularité et son esthétique. La paroi du tunnel est recouverte de deux couches de peinture imperméable, d'une épaisseur ≥ 100 µm chacune. Le temps de séchage peut varier de quelques heures à plusieurs jours, selon les conditions spécifiques, avec une moyenne d'environ 8 heures.
La dernière étape consiste à installer les accessoires de revêtement du tunnel, notamment : les joints d'étanchéité, les barres de guidage et les panneaux en bois dur.
Les segments de la paroi du tunnel sont inspectés et acceptés.
Le projet comprend 3 488 anneaux de revêtement de tunnel, dont 120 anneaux à renforcement lourd, 30 anneaux contrôlés et 3 338 anneaux à renforcement standard. Le poids de la plus grande plaque de revêtement est de 4 tonnes.
Le processus de transport des parois du tunnel sur une distance de 71 km (de Ha Nam à la station S9 Kim Ma - Hanoi) comprend 5 étapes.
En cas de dommages constatés, des mesures de réparation et d'entretien seront immédiatement prises afin de garantir la qualité du revêtement du tunnel avant son installation.
Le tunnelier a maintenant pénétré à plus de 50 mètres sous terre ; au fur et à mesure du forage, les revêtements du tunnel sont installés.
La capitale de l'abricot jaune, dans la région Centre, a subi de lourdes pertes après une double catastrophe naturelle.
L'artiste du peuple Xuan Bac a officié en tant que « maître de cérémonie » pour 80 couples se mariant ensemble sur la rue piétonne du lac Hoan Kiem.
Frappez à la porte du pays des fées de Thai Nguyen
La cathédrale Notre-Dame de Hô Chi Minh-Ville est illuminée de mille feux pour accueillir Noël 2025.
Les jeunes filles d'Hanoï se parent de magnifiques tenues pour les fêtes de Noël.
Après la tempête et les inondations, le village des chrysanthèmes du Têt à Gia Lai, illuminé par l'espoir d'éviter les coupures de courant qui permettraient de sauver les plants, a retrouvé toute sa splendeur.
La capitale de l'abricot jaune, dans la région Centre, a subi de lourdes pertes après une double catastrophe naturelle.
L'artiste du peuple Xuan Bac a officié en tant que « maître de cérémonie » pour 80 couples se mariant ensemble sur la rue piétonne du lac Hoan Kiem.
Frappez à la porte du pays des fées de Thai Nguyen
La cathédrale Notre-Dame de Hô Chi Minh-Ville est illuminée de mille feux pour accueillir Noël 2025.
Les jeunes filles d'Hanoï se parent de magnifiques tenues pour les fêtes de Noël.
Après la tempête et les inondations, le village des chrysanthèmes du Têt à Gia Lai, illuminé par l'espoir d'éviter les coupures de courant qui permettraient de sauver les plants, a retrouvé toute sa splendeur.
La capitale de l'abricot jaune, dans la région Centre, a subi de lourdes pertes après une double catastrophe naturelle.



















![[Photo] Aider d'urgence les personnes à trouver rapidement un logement et à stabiliser leur vie.](/_next/image?url=https%3A%2F%2Fvphoto.vietnam.vn%2Fthumb%2F1200x675%2Fvietnam%2Fresource%2FIMAGE%2F2025%2F12%2F09%2F1765248230297_c-jpg.webp&w=3840&q=75)














































































![[Photo] Le secrétaire général To Lam travaille avec les sous-comités des comités permanents du 14e congrès du parti](https://vphoto.vietnam.vn/thumb/402x226/vietnam/resource/IMAGE/2025/12/09/1765265023554_image.jpeg)

































Comment (0)